آموزش فورجینگ + مدرک فنی حرفه ای + بهترین مدرسان
از آنجایی که میلگردها به عنوان یکی از مقاطع فولادی نقش مهمی در ساخت سازه های بتنی دارند، لذا به شیوه های مختلفی انواع آنها را به یکدیگر متصل می کنند که یکی از این روش ها فورجینگ یا جوش سر به سر میلگرد می باشد. بنابراین با توجه به اهمیت این شیوه جوشکاری در این مطلب قصد داریم در مورد آموزش جوش فورجینگ صحبت کنیم.

جوش فورجینگ چیست؟
جوش فورجینگ از جمله روش های است که با ایجاد پیوند مولکولی میان دو میلگرد، آنها را به هم متصل می کند. معمولا برای انجام جوش فورجینگ سه مرحله باید طی شود:
• ابتدا دو سر میلگرد بر روی یکدیگر قرار می گیرند.
• با حرارت دادن میلگردها آنها نرم و خمیری مانند می کنند.
• حال حرارت را متوقف کرده و دو سر گداخته میلگرد به هم فشار داده می شود تا به هم متصل گردند.
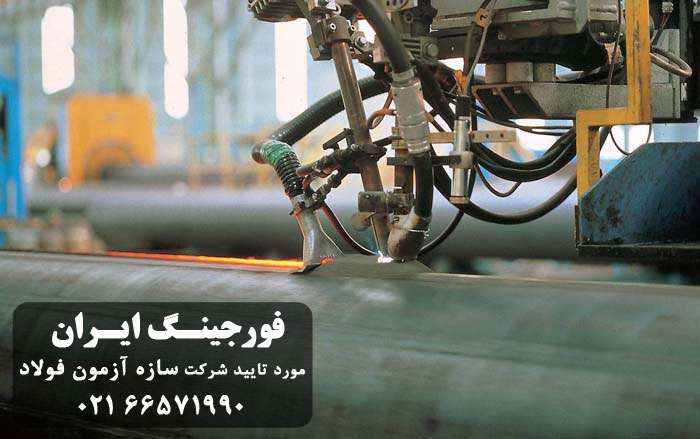
در حقیقت فورجینگ فرآیندی است که دو سر فلزات را بدون افزودن هیچ ماده ای، تنها با حرارت دادن از طریق گازهای اکسیژن و استیلن گداخته می کنند، به طوری که فلزات حالت لاستیکی به خود بگیرند، این حالت نرم شدگی فلز با حالت ذوب شدگی آن تفاوت دارد. حال با فشاری که از طریق سیلندر هیدرولیکی به فلزات وارد می شود به یکدیگر پرس یا فورج می گردند.

معمولا عملیات فورجینگ به شیوه های مختلفی انجام می گیرد که از جمله می توان به موارد زیر اشاره کرد:
• فورجینگ دستی
در این روش، قطعه فولادی بعد از آن که در کوره به خوبی گرم شد، به صورت دستی با استفاده از انبر بر روی سندان قرار داده می شود تا ضربات به آن وارد شده و شکل و اندازه مناسب به خود بگیرند.
• فورجینگ ماشینی
عملیات فورجینگ ماشینی توسط دستگاه انجام می گردد، اما انسان وظیفه تنظیم و کنترل دستگاه را دارد.
روش های جوشکاری فورجینگ
کسانی که دوره آموزش فورجینگ راگذرانده اند می دانند که عملیات فورجینگ روش های مختلفی دارد که هر کدام از مزایا و معایبی ویژه ای برخوردار هستند. بدین ترتیب به بررسی هر کدام از این روش ها می پردازیم:
1. جوشکاری قوس الکترونیکی
جوشکاری قوس الکترونیکی از جمله پرکاربردترین روش های جوشکاری است، در این روش، قوس الکتریکی در بین قطعه فلز و الکترود فلزی قرار گرفته می شود، سپس از طریق الکترود فلزی گوی های ریز مذاب به درز جوش انتقال داده می شود.
2. جوشکاری با قوس محافظ گاز
برای فورجینگ میلگرد، در این نوع جوشکاری، به استفاده از نوعی گاز بی اثر همانند آرگون یا هلیوم می پردازند تا موجب آلوده شدن هوا و اتمسفر نگردد.
3. فرآیند ترموشیمیایی
فرآیند ترموشیمیایی نمونه ای از عملیات جوشکاری گازی محسبوب می شود که در تولید ورق خاصی به کار می رود، به همین دلیل کاربرد این روش محدود شده است. جوشکاری گازی یا اصطلاحا همجوشی از سوزاندن گاز اکسیژن و استیلن حاصل می شود، در این روش برای کاهش احتمال اکسید شدن فلز پایه از نوعی شعله خنثی یا کاهنده استفاده می شود.
4. فورجینگ قالب باز
جهت اتصال قطعات بزرگ که دارای ظاهری ساده هستند، از این جوش فورجینگ استفاده می شود. معمولا این نوع جوش در تولید شمش های طلا و زرگری کاربرد دارد.
5. فورجینگ پرسی
این روش جوشکاری فورجینگ سرعت عمل بیشتری نسبت به فورجینگ قالب باز و فرآیند ترموشیمیایی دارد، در این روش با اعمال فشار عملیات فورجینگ انجام می شود.
دستگاه جوش فورجینگ
دستگاه جوش فورجینگ دارای قسمت های گوناگونی است که به شرح زیر هستند:
• پمپ هیدرولیک: این پمپ مجهز به شیر تنظیم فشار است و امکان ایجاد فشاری به اندازه ۴۰ مگاپاسگال را دارد.
• اره برش سرد: استفاده از این اره نیاز به دقت بالایی دارد که جهت برش میلگردها به کار می رود.
• گیره: این گیره ها دارای دو فک ثابت و متحرک هستند و دارای پیچ تنظیم، فنر و کلگی پیچ های نگهدارنده می باشند که باعث می شود تا دو میلگرد فورج شونده در راستای هم قرار گیرند.
• سیلندر هیدرولیک: این سیلندر از یک پیستون و فنر ساخته شده است و سه زائده دارد که برای قرار گرفتن در کلگی فک متحرک گیره ساخته شده است. اتصال سیلندر به یونیک هیدرولیک و دستگاه ایجاد فشار توسط یک شیلنگ فشار قوی روغن انجام می گیرد.
• مشعل جوش سر به سر میلگرد: این مشعل دو گاز اکسیژن و استیلن را با هم ترکیب کرده و با استفاده از شیرهای تنظیم روی آن، مقدار ورودی گازها را تنظیم می کند.
• شیرهای یک طرفه: این شیرها در ابتدای مشعل نصب شده اند تا مانع از ورود شعله به درون شیلنگ ها و مخازن گاز شوند.

• شیر اصلی مشعل: این شیر برای باز و بسته نمودن گازهای اکسیژن و استیلن به کار می رود.
• دسته مشعل و کلید فرمان: از طریق دسته مشعل کاربر بر جوشکاری تسلط پیدا می کند، کلید فرمان جهت فرمان دادن به پمپ هیدرولیک برای اعمال فشار در مراحل گوناگونی از جوشکاری فورجینگ استفاده می شود.
• لوله اختلاط: این لوله برای ترکیب کردن و ایجاد گازهای مصرفی بدون اغتشاش به کار می رود.
• حلقه آتش: این حلقه برای آن است تا شعله ها به خوبی به دور میلگرد فورج شده قرار بگیرند و دمای یکسانی ایجاد کنند.
• کپسول گاز اکسیژن و استیلن و مانومترها: در دستگاه جوشکاری فورجینگ با سوختن گاز اکسیژن و استیلن حرارت مناسب ایجاد می شود، هر کپسول دارای دو مانومتر است که جهت اندازه گیری فشار داخل و خارج گازها به کار می رود.
• تیغه اره برش سرد: این تیغه دارای جنس ترد و بسیار سخت است که نباید به آن ضربه ناگهانی وارد کرد.
• دیگر متعلقات: کابل های برق، سوزن تمیز کننده نازل ها، شیلنگ هیدرولیک، آچار مخصوص جهت محکم کردن گیره ها، بست شیلنگ و... .

آموزش جوشکاری فورجینگ
یکی از مسائل مهم در جوش فورجینگ تشکیل نشدن اکسید بر روی لبه های میلگرد است تا جوش با کیفیتی ایجاد شود. برای این که شاهد اکسیداسیون در محل جوش نباشید باید به موارد مختلفی توجه نماید که از جمله آنها دما، کیفیت حرارت، شرایط محیطی و... می باشند. چگونگی اجرای عملیات جوشکاری فورجینگ دارای مراحل گوناگونی است که در ادامه به شرح آن پرداختیم. ابتدا باید در دهانه گیره دستگاه برش سرد، میلگرد را قرار داد، بر روی دستگاه پیچی قرار دارد که توسط آن می توان به تنظیم دهانه گیره دستگاه برش سرد پرداخت تا امکان گرفتن میلگرد در سایزهای مختلف را داشته باشد. اکنون با یک دست به طور عمود دستگاه را بگیرید و با دست دیگر دسته برش دستگاه برش میلگرد را کم کم پایین ببرید، به طوری به آرامی تیغه برش با میلگرد برخورد نماید و با فشار به اهرم فشار دستگاه، میلگردها را برش دهد. همچنین باید به تنظیمات سرعت برش توجه داشت تا به گونه ای باشند که هیچ آسیبی به تیغه دستگاه نرساند و یک برش مناسب به طور کاملا عمودی ایجاد کنند. معمولا تعداد برش هر میلگرد توسط تیغه دستگاه به عوامل مختلفی همچون دقت کاربر، جنس و سختی میلگرد وابسته است. حال دو سر میلگردهای برش خورده را درون گیره قرار داده تا در وسط گیره به هم متصل شوند و روبروی هم قرار گیرند.

اکنون با استفاده از آچار مخصوص باید پیچ های نگهدارنده میلگرد را بست. همچنین دقت کنید که نوک پیچ بین دو آج میلگرد قرار گیرد و روی آج بسته نشود، بسته شدن نوک پیچ بر روی آج موجب لغزیدن میلگردها به هنگام فشار می گردد و عملیات جوشکاری دچار وقفه گردیده یا موجب می شود تا جوش حاصل شده کیفیت مناسبی نداشته باشد. اکنون در کلگی گیره کار، باید سیلندر هیدرولیکی را طوری گذاشت تا در توررفتگی های گیره، زائده های سیلندر قرار گیرند و ثابت شوند. مشعل را در دست بگیرید و از طریق کلید تعبیه شده بر دسته فرمان، فرمان شارژ سیلندر هیدرولیک را به پمپ هیدرولیک بدهید تا به انتهای حرکت خود برسد. حال کلید را چند ثانیه ای نگه دارید تا عقربه پمپ هیدرولیک به عدد مورد نظر خود برسد. لازم یه ذکر است ابتدا باید جک هیدرولیک بررسی شود تا به خوبی در گیره ها ثابت شده باشد و سپس به شارژ سیلندر و فشار دادن کلید پرداخت.

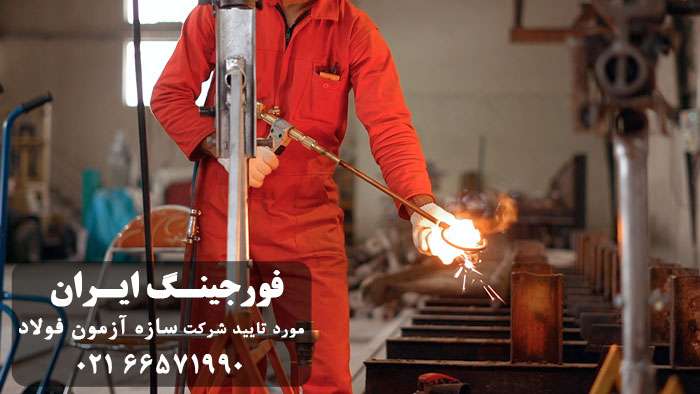
اکنون باید شیرهای گاز اکسیژن و استیلن به میزان لازم بر روی مشعل باز شوند، سپس توسط فندک مخصوص به روشن کردن مشعل پرداخت. معمولا شکل شعله باید به گونه ای باشد که زمانی که سر شعله ها با هم تماس می یابند، در وسط مشعل یک خط آتش افقی مشاهده شود. همچنین اپراتورهای ماهر می توانند با گوش دادن به صدای شعله به تنظیم آن بپردازند. حرارت دادن تا وقتی صورت می گیرد که سر میلگردها حالت سرخ و خمیری به خود می گیرند، اکنون با زدن کلید فرمان پمپ به مدت پنج ثانیه، فشاری به میلگردها وارد می شود. با بازتر کردن شیر اکسیژن شعله ها کوتاه می شوند، اما حرارت زیادی ایجاد می کنند که باید آن را به طرفین محل اتصال هدایت کرد تا این محل به خوبی سرخ شده و حالت خمیری بگیرند. اکنون با بررسی عقربه پمپ دوباره کلید دسته مشعل را فشار داده تا فشار دوباره ی به میلگردها وارد شود و به هم متصل گردند، اما ممکن است محل اتصال سطح یکنواختی نداشته باشد. اعمال فشار سوم به میلگردها موجب می شود تا قطر محل جوش به اندازه استاندارد خود برسد.
نکات مهم در زمان اجرای جوشکاری فورجینگ
در زمان اجرای جوشکاری فورجینگ توجه به برخی از نکات ضروری است که به شرح زیر هستند:
• هیچ گاه از آب جهت خنک کردن میلگردهای پیوند داده شده استفاده نکنید، از آنجایی که آب تغییراتی در ساختار مولکولی پیوند ایجاد می کند و موجب شکستگی آنها می گردد.
• حتما مرحله حرارت دهی را تا زمانی ادامه دهید که سر میلگردها حالت خمیری و لاستیکی بگیرند.
• شعله را به روی میلگردها به صورت عمود قرار دهید تا حرارت دهی به طور یکنواختی انجام گیرد.
• در هنگام اعمال فشار، میزان فشار باید به گونه ای باشد که قطر نقطه ۱.۴ برابر از قطر میلگرد اولیه گردد.
• بعد از جوشکاری برای کیفیت بیشتر اتصال، از قسمت درز جوش شیب ملایمی به سمت قطر اصلی ایجاد کنید.
نگهداری و تعمیرات دستگاه فورجینگ
برای استفاده مداوم از دستگاه فورجینگ باید به نکاتی توجه نمود که تاثیر زیادی بر طول عمر دستگاه می گذارد که شامل موارد زیر هستند:
• بعد از اتمام جوشکاری شیلنگ های گاز و هیدرولیک و کابل های رابط را به خوبی جمع کنید و درپوش های سرشیلنگ روغن و روغن هیدرولیک را بگذارید.
• گیره میلگرد را بعد از مدتی باز کرده آن را تمیز کرده و گریس نسوز به آن بزنید.
• قبل از شروع کار با دستگاه، میزان روغن هیدرولیک را بررسی کنید و در صورت نیاز آن را افزایش دهید.

• قبل از شروع عملیات جوشکاری با مخلوط آب و کف به بررسی شیر کپسول ها و شیلنگ های گاز بپردازید تا مطمئن شوید که نشتی ندارند.
• در زمان تعویض تیغه دستگاه حتما برق دستگاه کاملا قطع گردد.
• هیچ گاه مشعل، شیلنگ هوا، کپسول هوا و... را با دست چرب لمس نکنید.
• گاز استیلن موجب مسمومیت می شود، از بو کردن مستقیم آن بپرهیزید.
• قبل از ترک دستگاه شیرهای کپسول اکسیژن و استیلن را ببندید.
تست جوش فورجینگ
با توجه به اهمیت بالایی جوش فورجینگ، با استفاده از روش های متنوعی کنترل کیفیت جوش فورجینگ را تست می کنند که این تست های کنترل به شرح زیر هستند:
• تست دیداری: در این تست با مشاهده محل جوش می توان عیب های احتمالی را مشاهده کرد، در جوش کاری اصولی قطر نقطه جوش شیب ملایمی تا قطر اندازه میلگرد دارد.
• تست کششی: در این تست دو سر میلگردهای متصل شده را توسط دستگاهی می کشند، اگر شکستگی در محل اتصال اتفاق نیفتد، نشان از کیفیت بالایی جوش است.
• تست خمش: تست خمش از جمله تست های مناسب جهت بررسی کیفیت جوشکاری است، در این تست میلگردها را با استفاده از دستگاه خم کن هیدرولیکی ۹۰ تا۱۴۰ درجه خم می کنند، اگر ترک و شکستگی در محل جوش ایجاد نشود، تست کیفیت جوش فورجینگ مورد قبول می باشد.

نتیجه گیری
امروزه از جوش فورجینگ در صنایع مختلفی استفاده می شود، از این رو همواره نیاز به متخصصان ماهر و با تجربه جهت انجام عملیات جوشکاری می باشد. از این رو در مقاله آموزش جوش فورجینگ، اطلاعاتی در مورد این شیوه جوشکاری در اختیار مخاطبان قرار دادیم تا بتوانند از آنها نهایت استفاده را ببرند و بر دانش خود بیفزایند.
طراحی سایت : ایران طراح